Două metode de prelucrare a angrenajelor hipoide
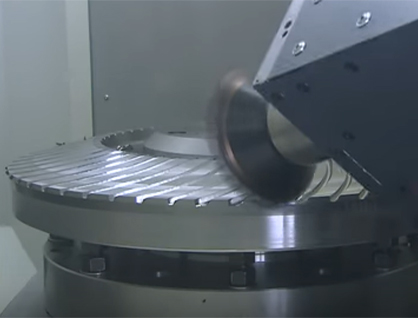
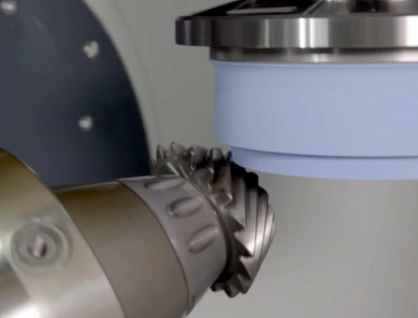
Theangrenaj conic hipoida fost introdus de Gleason Work 1925 și a fost dezvoltat de mulți ani. În prezent, există multe echipamente interne care pot fi procesate, dar prelucrarea relativ înaltă și de înaltă precizie este realizată în principal de echipamente străine Gleason și Oerlikon. În ceea ce privește finisarea, există două procese principale de șlefuire a angrenajului și procese de lepătură, dar cerințele pentru procesul de tăiere a angrenajului sunt diferite. Pentru procesul de șlefuire a angrenajului, se recomandă ca procesul de tăiere a angrenajului să folosească frezarea frontală, iar procesul de șlefuire este recomandat. a face fata hobbing .
Theangrenajeprelucrate de tipul de frezare frontală sunt dinți conici, iar roți dințate prelucrate de tipul de frezare frontală sunt dinți de înălțime egală, adică înălțimile dinților la fețele de capăt mari și mici sunt aceleași.
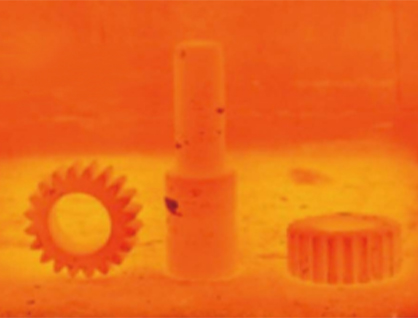
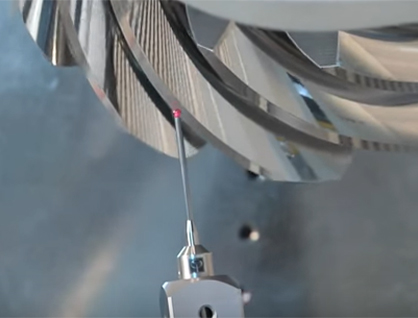
Procesul obișnuit de prelucrare este prelucrarea aproximativ după preîncălzire și apoi prelucrarea de finisare după tratarea termică. Pentru tipul de frezare a feței, trebuie să fie șlefuit și asortat după încălzire. În general, perechea de angrenaje măcinate împreună ar trebui să fie în continuare potrivită atunci când este asamblată mai târziu. Cu toate acestea, teoretic, angrenajele cu tehnologie de șlefuire a angrenajului pot fi utilizate fără potrivire. Cu toate acestea, în funcționarea efectivă, având în vedere influența erorilor de asamblare și a deformării sistemului, modul de potrivire este încă utilizat.